Suolakylvyt — laite ja sovellus
 Kun tuotteita kuumennetaan nesteessä, nesteen ja metallin lämmönsiirtokertoimen korkeiden arvojen vuoksi voidaan saavuttaa huomattavasti suurempi kuumennusnopeus. Toisaalta nesteiden kaasuihin verrattuna huomattavasti korkeammasta lämmönjohtavuudesta johtuen lämpötilajakauman niissä tulee olla tasaisempi, ja siksi yksittäisten tuotteiden tai tuotteen osien kuumennus tapahtuu samoissa olosuhteissa.
Kun tuotteita kuumennetaan nesteessä, nesteen ja metallin lämmönsiirtokertoimen korkeiden arvojen vuoksi voidaan saavuttaa huomattavasti suurempi kuumennusnopeus. Toisaalta nesteiden kaasuihin verrattuna huomattavasti korkeammasta lämmönjohtavuudesta johtuen lämpötilajakauman niissä tulee olla tasaisempi, ja siksi yksittäisten tuotteiden tai tuotteen osien kuumennus tapahtuu samoissa olosuhteissa.
Nopein kuumennusnopeus voidaan saavuttaa nestemäisessä metallissa, kuten sulassa lyijyssä. Lyijykylpy on lyijyllä täytetty rautaupokas, joka on asennettu sisään akselin sähköuuni pakoputken alla. Kun lyijy sulaa ja saavuttaa ennalta määrätyn lämpötilan, siihen lasketaan pieniä osia, jotka kuumennetaan nopeasti esimerkiksi karkaisua tai karkaisua varten, kun taas lyijyn lämmönjohtavuus varmistaa siihen putoavien osien kuumenemisen korkean tasaisuuden. mutta lyijykylvyssä on useita merkittäviä puutteita:
• haitallinen työ lyijyn kanssa, erityisesti korkeissa lämpötiloissa,
• mahdotonta käyttää lämmittämiseen yli 800 °C:n lämpötiloihin (korkeammissa lämpötiloissa lyijy haihtuu voimakkaasti),
• lyijyn alhainen lämpökapasiteetti, minkä ansiosta se jäähtyy nopeasti upotettaessa suurempiin osiin.
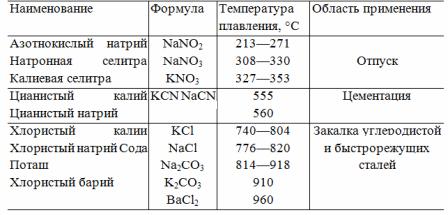
Tämän seurauksena lyijykylpyjä käytettiin vain rajoitetusti. Toisin kuin lyijy, erilaiset suolat, nitraatit ja emäkset ovat löytäneet paljon laajemman sovelluksen. Koska useilla käytetyillä suoloilla, nitraateilla ja emäksillä on hyvin erilaiset sulamispisteet, mille tahansa lämpötilalle alueella 250 - 1300 °C voidaan valita sellainen suola tai suolojen seos, joka haihtuu vähän tässä lämpötilassa ja samalla. aika on nestettä. Taulukossa 1 on esitetty joidenkin suolojen ja nitraattien sulamispisteet ja käyttöalueet.
Suola- ja suolakylvyt toteutetaan rakenteellisesti kylvyinä, joissa on ulkoinen lämmitys, kylpyinä, joissa on sisäiset lämmittimet ja elektrodit... Kaksi ensimmäistä tyyppiä suoritetaan suhteellisen alhaisissa lämpötiloissa - nämä ovat pääasiassa suola- ja alkalikylpyjä, joita käytetään profiilien ja kevytmetallilevyjen lämpökäsittelyyn (450 - 525 °C).
Ulkoisesti lämmitettävä suolakylpy on suorakaiteen tai pyöreän muotoinen astia, joka on hitsattu tavallisesta hiiliteräksestä, joka on sijoitettu metallilämmittimillä varustettuun kuiluun.
Sisälämmittimillä varustetut suolakylvyt valmistetaan samanlaisiksi, mutta niissä ei ole ulkoisia lämmityselementtejä, vaan putkimaiset hermeettiset lämmityselementit upotetaan nitraattiin. Niillä on merkittäviä etuja:
1. Hieman pienemmät mitat ja pienemmät lämpöhäviöt verrattuna ulkoisiin lämmityskylpyihin,
2. lämmitysseosten kulutus niissä on kymmenen kertaa pienempi,
3.Ne ovat turvallisempia, koska nitraatit voivat räjähtää ylikuumennettaessa rautaoksidien läsnäollessa, ja tällainen ylikuumeneminen ulkoisissa lämmityskylvyissä voi johtua alempien nitraattikerrosten saastumisesta, mikä johtaa kylvyn pohjan ylikuumenemiseen pohjalämmittimien vaikutuksesta.
Nitraattikylpyjen putkilämmittimien haittana on niiden lyhyt käyttöikä korkean lämpötilan ja putken vaipan nitraatin aiheuttaman korroosion vuoksi.
Taulukko 1. Joidenkin suolojen sulamispiste ja vaihteluväli
Molempien tyyppisten suola- ja alkalikylpyjen koko on erittäin suuri (pituus 6-8 m) ja teho useita satoja kilowatteja. Korkeammissa lämpötiloissa käytetään elektrodilla varustettuja kylpyjä. Ne ovat suolalla täytetty metalli- tai keraaminen upokas, johon lasketaan 8-25 V:n jännitteisen muuntajan syöttämät metallielektrodit.
Kylmässä tilassa suola tuskin johtaa virtaa, mutta jos sitä lämmittää jokin ulkoinen lähde, elektrodien väliin muodostuu virta, joka vapauttaa joulen lämpöä suolaan. Siksi sula suola itse toimii lämmittimenä sellaisissa kylvyissä, joihin lämmitettävät esineet upotetaan.
Elektrodikylvyissä on kansi ja ulkoelektrodit. Ensimmäiset eivät ole tällä hetkellä käytössä niiden alhaisen hyötysuhteen ja epätasaisen lämmityksen vuoksi. Tällaisissa kylvyissä virrantiheys elektrodien pinnalla ei ole korkea jälkimmäisten suurista mitoista johtuen, joten niissä on vain luonnollinen suolan lämpökierto, mikä tasoittaa lämpötiloja jälkimmäisessä korkeudella. Siitä huolimatta tällaisissa kylvyissä lämpötilaero ylä- ja alatasolla voi olla 20-25 ° C.
Siten tällaisten kylpyjen pääasiallinen haitta on suolan riittämättömän intensiivinen kierto, mikä johtaa tuotteiden kuumenemisnopeuden ja siten kylvyn toiminnan laskuun ja lämpötilan epätasaiseen jakautumiseen siinä. korkeus.
Lisäksi näissä kylpyissä nykyiset linjat täyttävät lähes koko suolatilavuuden; siksi myös virta kulkee tuotteiden läpi. Jälkimmäisten epäsuotuisalla muodolla (terävät reunat, ohuet sillat tuotteen kahden osan välillä) niihin voi keskittyä lisääntyneet virrantiheydet, mikä johtaa ylikuumenemiseen ja voi johtaa hylkäämiseen tai jopa sulamiseen.
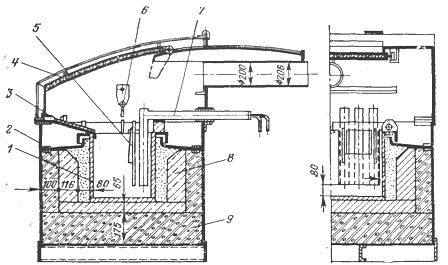
Riisi. 1. Suolakylpy etäelektrodilla ja väliseinällä: 1 — kylpy, 2 — verhous, 3 — esiliina, 4 — sateenvarjo, 5 — väliseinä: 6 — pyrometri, 7 — elektrodi, 8 — tulenkestävä muuraus, 9 — lämpöeristys.
Nämä haitat on voitettu, kun elektrodi-suolakylvyt ulkoisilla elektrodeilla yleistyvät. Niissä elektrodit ovat kaksi tankoa, joissa on suorakulmainen tai pyöreä poikkileikkaus ja jotka on laskettu suolaan 25-50 mm etäisyydellä toisistaan.
Tällaisissa kylvyissä lähes kaikki virtajohdot sijaitsevat kahden elektrodin välisessä tilassa, joten vain merkityksettömät virrat kulkevat lämmitettyjen osien läpi ja niiden yksittäiset pisteet eivät ylikuumene. Lisäksi virran kulkemisen osien läpi kokonaan poissulkemiseksi kammion osa, jossa elektrodit sijaitsevat, voidaan erottaa työosastaan väliseinällä (kuva 1).
Koska sauvojen välinen virrantiheys on erittäin korkea, niiden välinen suola ylikuumenee ja alkaa intensiivinen lämpökierto, ja kuumentuneet suolahiukkaset nousevat elektrodien väliseen tilaan ja ylemmällä tasolla poikkeavat kylvyn tilavuuden läpi, kun taas kylmempiä alemmat kerrokset asettuvat alla olevaan elektrodien väliseen tilaan.
Erittäin suurilla elektrodien välisillä virrantiheyksillä (noin 15-25 A / cm2) alkavat vallita sähkömagneettiset voimat, jotka heittävät suolaa alas elektrodien väliseen tilaan, minkä seurauksena kiertosuunta kääntyy ja sen intensiteetti kasvaa. Tällainen suolan pakkokierto lisää merkittävästi sekä lämmönsiirtokerrointa suolasta tuotteisiin että tuotteiden kuumentamisen tasaisuutta kylpyjen korkeudella (jopa ± 3 ° C).
Mainituista eduista johtuen kylpyjä ulkoisilla elektrodeilla on viime aikoina käytetty yhä laajemmin. Suolakylpyjä valmistetaan yksivaiheisina ja kolmivaiheisina (kuva 1) teholla 20-150 kW ja eri lämpötiloissa aina 1300 °C asti. Niitä käytetään erilaisten tuotteiden lämmittämiseen karkaisuun ja karkaisuun sekä ensisijaisesti työkaluihin (mukaan lukien suurnopeusteräkset) sekä isotermiseen hehkutukseen. Lisäksi valitsemalla niihin sopiva suolakoostumus voidaan varmistaa terästen termokemiallisen prosessoinnin, hiiletys- ja syanidointitoimintojen suorittaminen.
Suolakylvyssä lämmittämisen tunnettu etu on peittää kylvystä poistetut esineet ohuella suolakerroksella. Tämä kalvo suojaa tuotteen pintaa hapettumiselta ilmassa ja samalla halkeilee ja pomppii jäähdytettäessä tai upotettuna jäähdytyssäiliöön.
1000 °C:een asti toimivien elektrodikylpyjen lämmönkestävät metalliupokkaat on valmistettu kromi-nikkeliteräksistä ja niiden käyttöiän voidaan olettaa olevan 1 vuosi. Keraamisia upokkaita voidaan käyttää 1400°C:een asti, ne voidaan tiivistää kokonaan, polttaa tai koota yksittäisistä poltetuista korkeaalumiinisista keraamisista levyistä, jotka on liimattu yhteen liuokseksi.
Elektrodit voidaan valmistaa kromi-nikkeliteräksistä tai vähähiilisestä teräksestä, esimerkiksi luokka 10. Elektrodit säilyvät korkean lämpötilan kylvyissä 3-6 kuukautta, keskilämpöisissä kylvyissä jopa vuoden.
Suolakylvyn päällisten järjestelyllä on tärkeä rooli... Avoin suolapeili säteilee energiaa, joka on noin 5-6 kertaa suljetun kylvyn lämpöhäviö 1000 °C:ssa. Siksi kylvyn päällinen on eristettävä riittävästi. , samalla sen on oltava helppo taittaa taaksepäin tai siirtää sivulle lastauksen ja purkamisen aikana. Kylpyhuonepeilien häviöitä voidaan vähentää merkittävästi pinnoittamalla sen pinta solugrafiittihiilijauheella.
Koska suolaa ei johdeta kylmässä tilassa, se on lämmitettävä kylvyn suorittamista varten. Kätevin on käyttää alkuperäistä nikromiresistanssia. Jälkimmäinen upotetaan suolaan ja liitetään kahteen elektrodiin, ennen kuin kylpy jähmettyy. Kun kylpy kuumennetaan, vastuksen läpi kulkeva muuntajavirta lämmittää sen, minkä seurauksena vastuksen vieressä olevat suolakerrokset lämpenevät ja alkavat puolestaan johtaa. Sitten vastus sammutetaan ja poistetaan suolasta.Tällaiselle resistanssille voidaan sallia erittäin suuri ominaispintateho, luokkaa 10-15 W / cm2. On kuitenkin pidettävä mielessä, että suolalla työskenneltäessä nikromista tulee erittäin hauras ja vaatii huolellista käsittelyä.
Joskus elektrodien välisen metallivastuksen sijasta uunin sammuttamisen jälkeen asetetaan elektrodihiilen paloja, jotka kuumenevat, kun kylpy käynnistetään, lämmittävät suolaa. Lopuksi voit yksinkertaisesti lämmittää elektrodien lähellä olevat suolaalueet kaasupolttimella. Kylpyammeen lämmitys on melko pitkä, joten joskus on parempi olla jäähdyttämättä kylpyjä yön yli, vaan ne jätetään päälle alennetulla jännitteellä.
Jaksottaisten elektrodikylpyjen lisäksi käytetään myös jatkuvia yksiköitä... Yksittäisissä kylvyissä voidaan käyttää kylvyn yläpuolella olevaa kuljetinhihnaa osien kuljettamiseksi ja suolaan upottamiseksi. Monimutkaisten lämpökäsittelyprosessien yksiköt, jotka suoritetaan peräkkäin useissa kylvyissä, ovat monimutkaisempia, koska tämä edellyttää osien vuorottelevan liikkeen luomista vaaka- ja pystysuunnassa. Yleensä tämä tehtävä ratkaistaan käyttämällä kuljetinta tai karusellia nostolaitteella.
Siten verrattuna perinteisiin sähköuuneihin suolakylvyillä on seuraavat edut:
1. korkea lämmitysnopeus ja siten korkea suorituskyky yhtäläisille mitoille,
2. helppo suorittaa erilaisia lämpö- ja lämpökemiallisia käsittelyjä,
3. tuotteiden suojaaminen hapettumiselta lämmityksen ja jäähdytyksen aikana.
Suolakylpyjen haitat ovat seuraavat:
1.korkea ominaisenergiankulutus, joka johtuu kylpyhuoneen peilin lisääntyneistä lämpöhäviöistä ja sen jatkuvan toiminnan tarpeesta lämmityksen keston ja monimutkaisuuden vuoksi (jälkimmäinen aiheuttaa alikuormituksen),
2. melko suuri suolan kulutus,
3. vaikeat työolosuhteet, vaikka ilmanvaihto olisi hyvä.
Suolakylpyjen yleisyys selittyy sillä, että monissa tapauksissa niiden edut ovat suuremmat kuin haitat.
Alhaisimmissa lämpötiloissa käytetään öljyhauteita, jotka suoritetaan sekä sisäisellä että ulkoisella lämmityksellä. Elektrodikattilat veden lämmittämiseen ja vesihöyryn tuottamiseen toimivat samalla tavalla kuin elektrodisuolakylvyt.