Laskelmat sähkönkulutusasteesta
 Energiankulutusstandardien kehittämisessä käytetään kolmea päälähestymistapaa: kokeellista, laskennallis-analyyttistä ja tilastollista.
Energiankulutusstandardien kehittämisessä käytetään kolmea päälähestymistapaa: kokeellista, laskennallis-analyyttistä ja tilastollista.
Kokenut tapa edellyttää sähkönkulutuksen mittauksia jokaiselle toiminnalle sääntöjen määrittelemissä teknologisen prosessin tiloissa. Sähkönkulutus tuotantoyksikköä kohti määritetään laskemalla yhteen käyttökustannukset.
Tämä lähestymistapa vaatii suuren määrän mittauslaitteita ja huomattavia työvoimakustannuksia. Luotettavien tulosten saamiseksi jokaisesta toimenpiteestä on suoritettava suuri määrä mittauksia ja tulosten tilastollinen käsittely sekä verrattava saatuja tietoja toimipaikan, työpajan, tuotannon kustannuksiin. Siksi tätä menetelmää voidaan soveltaa pääasiassa yksittäisten standardien määrittämiseen tietyssä tuotantoympäristössä.
Laskennallis-analyyttinen menetelmä sisältää sähkönkulutuksen määrän määrittämisen laskennallisesti - teknisten laitteiden passitietojen mukaan ottaen huomioon sen kuormitusaste, toimintatilat ja muut tekijät. Yleisissä tuotantostandardeissa on otettava huomioon myös kaikkien apulaitteiden teho ja toimintatavat (ilmanvaihto, vesi- ja viemärijärjestelmä, sähkövalaistus, korjaustarpeet jne.).
Sähkönkuluttajien toimintatavat huomioidaan erilaisilla kertoimilla (päällekytkentä, lataus jne.), joiden empiirinen valinta ja satunnaisuus johtavat merkittäviin virheisiin. Energiankulutuskomponenttien joukon elementtikohtainen laskenta tekee menetelmästä erittäin aikaavievän.
Tilastollinen säännöstelumenetelmä, joka perustuu yleisiä ja erityiskustannuksia koskevien tietojen tilastolliseen käsittelyyn tietyltä ajanjaksolta ja niiden muutokseen vaikuttavien tekijöiden tunnistamiseen. Laskelmat tehdään sähkömittareiden lukemien ja tuotelähtötietojen perusteella. Tämä menetelmä on vähiten aikaa vievä, luotettava ja laajalti käytetty energiankulutuksen säännöstelyssä. Katsotaanpa käytännön menetelmiä sen toteuttamiseksi.
Sähkön ominaiskulutus lasketaan erityistilalle — tuotantolaitokselle, konepajalle tai erilliselle energiaintensiiviselle yksikölle, jonka sisäänkäynnissä on "oma" laskuri. Sähkönmittauksen järjestäminen on tehokkaan sääntelyn edellytys.
Sähkönmittaustekninen järjestelmä ei useinkaan vastaa yrityksen hallinnollista jakoa sähkönsyöttöjärjestelmien monimutkaisuuden ja haaroittumisen vuoksi. Siksi säännöstelyä suorittavia hallintoyksiköitä nimitettäessä ne on yhdistettävä kirjanpitoyksiköihin.
Valvottavalle kohteelle erotetaan pääasialliset tuotetyypit, joiden tuotantomäärä voidaan laskea vuorolle, päivälle tai yhdelle laitteiston käyttöjaksolle. Vastaavasti sähkömittareiden lukemat otetaan vuorotellen, päivittäin tai työjaksoittain.
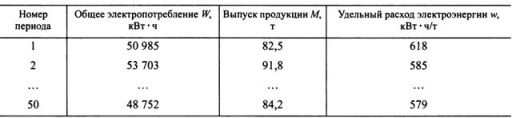
Tunnuslukujen laskemiseksi tarvitaan tilastotietojen keräämisen valmisteluvaihe - vähintään 50 jaksoa. Taulukossa 1 on esimerkkinäkymä alkuperäisen datan esityksestä. Kunkin aikavälin lopussa kirjataan laitoksen sähkön kokonaiskulutus (metriä kohti) ja tuotantoteho. Viimeiseen sarakkeeseen syötetään ominaissähkönkulutuksen arvot, jotka saadaan kaavalla w = W / M, missä W on todellinen sähkönkulutus tuotteiden valmistukseen M-määränä (määrä voidaan mitata eri yksiköt).
osio. 1.
Todellinen sähkön ominaiskulutus eri ajanjaksoilla ei ole sama, mikä johtuu valitun kohteen erilaisesta kuormituksesta, toimintatavoista, raaka-aineiden koostumuksesta ja muista tekijöistä.Jos kaikki nämä ehdot ovat samat, niin yksikkökustannusten arvot ovat lähellä eri ajanjaksoja, niiden jakautumisen tulee olla normaali (Gaussin). Tässä tapauksessa voit saada sähkönkulutuksen keskiarvon useilta jaksoilta ja käytä sitä vakiona.
On huomattava, että kokeellisten tietojen jakauma on normaali (Gaussin) vain, jos teknologisen prosessin olosuhteet ovat samat ja valmistetun tuotteen parametrit ovat samat. Melko usein data ei noudata normaalijakaumaa kahdesta syystä.
Ensinnäkin tuotteiden, raaka-aineiden tai laitteiden toimintatapojen parametrit voivat muuttua. Esimerkiksi teräksen laadulla ja valssatun metallin profiililla on suuri vaikutus energiankulutukseen (raudoituksen valssaus määrittää ominaisenergiankulutuksen 180 kWh, ruostumaton teräs, jonka halkaisija on 540 kWh). Näissä tapauksissa seuranta tulisi järjestää siten, että homogeenisista tuotteista saadaan tarvittava määrä mittauksia.
Toiseksi normaalijakauman rikkominen selittyy teknisillä ominaisuuksilla, jotka tässä tapauksessa ilmenevät poikkeamista tekniikasta, hylätyistä ja puuttuvista arvoista (esimerkiksi sulatteen tilavuus on huomattavasti pienempi kuin nimellistilavuus). Nämä tapaukset vastaavan teknikon on tunnistettava ja ryhdyttävä toimiin. Jakauman poikkeama normaalista määrittelee tietyn alueen, joka määrää organisatorisin toimenpitein mahdolliset energiansäästömäärät.
Kohtuullisten normien saamiseksi on tarpeen tarkistaa sähkön ominaiskulutuksen jakautumisen tilastollisen lain yhteensopivuus normaalin (Gaussin) jakauman kanssa. Voit käyttää testiä kriteerillä χ2… Jos kriteerin saatu arvo ylittää teoreettisen arvon, hypoteesi tilastollisen jakauman vastaavuudesta normaaliin tulee hylätä.
Tämä tarkoittaa, että saaduista tiedoista on mahdotonta laskea yhtä sähkönkulutusta tuotantoyksikköä kohti, sitten ne on jaettava ominaisten teknisten tilojen mukaan laskemalla kullekin energiankulutusasteelle tai määritettävä tilastollinen riippuvuus. ominaiskulutus vaikuttavilla tekijöillä w = f (x1, x2, x3), jossa tuotantomäärät voivat toimia tekijöinä x1, x2, x3, lämpötila, käsittelynopeus jne.
Jos tarkastus vahvistaa, että yksikkökustannusten jakautuminen on lähellä normaalia, voidaan näiden tietojen perusteella määrittää sähkönkulutusaste. Valvontaa varten on kätevintä asettaa alue, jolla ominaisenergiankulutuksen tulisi olla.
Alue määritetään yksinkertaisimmin keskimääräisen virtausnopeuden ja keskihajonnan perusteella. σ... Yksinkertaisesti sanottuna alueen alaraja voidaan olettaa yhtä suureksi wmin = wWd — 1,5σ, ja ylempi — wmax = wcp + 1,5σ... Säännön 10 mukaan — 20 % ominaissähköstä todellisissa tuotantoolosuhteissa saatu kulutus ylittää määritellyn alueen, mikä johtuu työntekijöiden virheistä, järjestelmän rikkomuksista, poikkeamista tuotteen laadussa jne.Teknologian henkilöstön tulee kiinnittää huomiota tällaisiin tapauksiin ja ryhtyä toimenpiteisiin.
Korostamme, että millä tahansa näistä menetelmistä saadut normit heijastavat energiankulutustapoja tuotteiden valmistuksessa vain siinä yrityksessä, jossa ne hankitaan, eikä niitä voida laajentaa koko toimialaan tai toiseen yritykseen. Tämä johtuu kunkin yrityksen yksilöllisistä ominaisuuksista monimutkaisena teknologisena järjestelmänä.
Esimerkiksi valssaustuotannon tekninen standardi määritettiin kokeellisesti riippuen metallin lämpötilasta, valssausnopeudesta, kalibroinnista, laakerin kitkasta, teknisistä häviöistä jne. lastuamisnopeus ja työstöaika Näitä tuloksia ei kuitenkaan voida siirtää kaikkiin työstökoneisiin edes yhden tehtaan sisällä, koska käytännössä koneistettuja osia ja työstötapoja on monenlaisia.
Lisäksi, kuinka käytät näitä kullekin yksityiskohdalle saatuja nopeuksia? On mahdotonta sijoittaa sähkömittaria koneen lähelle ja verrata kunkin osan kulutusta standardiin. Standardien yleistäminen ottaen huomioon valmistettujen osien lukumäärän ja valikoiman johtaa suureen virheeseen, koska kaikkia työssä olevia tekijöitä ei voida ottaa huomioon.
Myös laskennallista ja analyyttistä menetelmää käyttämällä on mahdotonta siirtyä yksittäisten sähkövastaanottimien nimellistehoa koskevista tiedoista, ottaen huomioon kaikki mahdolliset tekniset tilat, tuotetyypit, raaka-aineiden laatu, työpajan tai yrityksen sähkönkulutukseen. kuukaudeksi, vuosineljännekseksi, vuodeksi.
Yrityksen arvioitua energiankulutuksen arvoa on mahdotonta saada summaamalla erilaisia erityisnormeja koko tuotevalikoimalle. Tätä varten on tarpeen suunnitella etukäteen paitsi seuraavan kuukauden (neljännes, vuosi) julkaistavien tuotteiden kokonaismäärä, vaan myös jakaa se tarkasti tuotemerkkien, käsittelymuotojen ominaisuuksien ja monien muiden tekijöiden mukaan. Tämä oli mahdotonta suunnitelmatalouden olosuhteissa ja vielä enemmän nyt.
On mahdotonta verrata eri yrityksiä ja laajennettujen standardien mukaan koko laitokselle edes tiiviillä teknologiasyklillä. Siten vuonna 1985 rautametallurgisissa yrityksissä 1 tonnin valssattujen tuotteiden ominaissähkönkulutus sai arvot välillä 36,5 - 2222,0 kW • h / t teollisuuden keskiarvon ollessa 115,5 kW * h / t; muuntajateräkselle - 13,7 - 54,0 kW • h / t, alan keskiarvo 32,3 kW • h / t.
Tällainen merkittävä hajaannus selittyy tuotannon teknologisten, organisatoristen ja sosiaalisten tekijöiden erolla, ja on selvää, ettei toimialan keskimääräistä normia voida laajentaa kaikkiin yrityksiin. Samaan aikaan yritystä ei voida pitää tehottomana, jos se ylittää toimialan keskiarvon.
Vähentynyt tuotanto, laitteiden epätäydellinen ja epäsäännöllinen käyttö johtavat korkeampiin yksikkökustannuksiin, mikä lisää datavajetta entisestään. Tämän vuoksi teollisuuden keskimääräisiä sähkönkulutustasoja ei voida tämän päivän olosuhteissa käyttää energiankulutuksen ennustamiseen eikä energiansäästöjen arvioimiseen.