Johtojen liittäminen ja haarautuminen kiertämällä
 Menetelmä johtojen yhdistämiseksi kiertämällä on yksinkertainen toteuttaa, mutta vaatii myöhemmän liitoksen juottamisen. Kierrettynä johtimissa on vähän kosketuskohtia, ja kun virta kulkee liitännän läpi, kosketin ylikuumenee, mikä voi aiheuttaa tulipalon. Siksi johtojen yhdistäminen kiertämällä ilman juottamista ei ole sallittua. Juotos takaa sähkökoskettimen luotettavuuden ja vaaditun mekaanisen lujuuden.
Menetelmä johtojen yhdistämiseksi kiertämällä on yksinkertainen toteuttaa, mutta vaatii myöhemmän liitoksen juottamisen. Kierrettynä johtimissa on vähän kosketuskohtia, ja kun virta kulkee liitännän läpi, kosketin ylikuumenee, mikä voi aiheuttaa tulipalon. Siksi johtojen yhdistäminen kiertämällä ilman juottamista ei ole sallittua. Juotos takaa sähkökoskettimen luotettavuuden ja vaaditun mekaanisen lujuuden.
saan korkealaatuinen juotos on tarpeen valita oikea juotos, poistaa oksidikalvo liitetyiltä kosketuspinnoilta. Kuparia liitettäessä oksidikalvo poistetaan ennen juottamista ja alumiinijohtimia liitettäessä - juotosprosessin aikana.
Juotoskohdan kuumennuslämpötilan tulee olla 30–50 °C korkeampi kuin juotteen ja juoksutteen sulamislämpötila. Alhainen lämpötila tuottaa niin sanotun "kylmäjuottamisen", jolla on alhainen mekaaninen lujuus ja joka luo epäluotettavan sähkökontaktin.
Juotosrautaa ei saa ylikuumentua juotettaessa.Tällöin hartsi alkaa palaa ja pinnan puhdistamisen sijaan saastuttaa sen. Eristeen vaurioitumisen välttämiseksi 2-3 mm pitkää osaa sydämestä ei tinata ennen leikkaamista.
Alumiinilankojen juottamisen ja hitsauksen ominaisuus on, että juotosprosessin aikana liitettyjen johtimien pinnalta oleva oksidikalvo poistetaan mekaanisesti sulan juotoskerroksen alta tai kemiallisesti - käyttämällä erityisiä sulatteita, jotka tuhoavat oksidikalvon tietyllä hetkellä. lämpötila. Juottamisen lopussa sulatteen jäänteet poistetaan varovasti, koska ne voivat aiheuttaa koskettimen katkeamisen.
Alumiinilankojen juotettuja liitoksia kosteassa ilmassa ei suositella mahdollisen korroosion vuoksi. Juotoskohdat on suojattu kosteudelta suojakuorilla.
Yksi- ja monisäikeisten kuparijohtojen PR, PRVD, PRD liittämistä ja haaroitusta käytetään telojen ja eristeiden avojohdotuksessa. Tätä menetelmää käytetään myös sähköjohdotuksessa litteillä johtimilla PPV jne., kun kytkentärasioissa ei ole liitintä kosketinpuristimilla.
Lankamenetelmät on esitetty kuvassa 1.
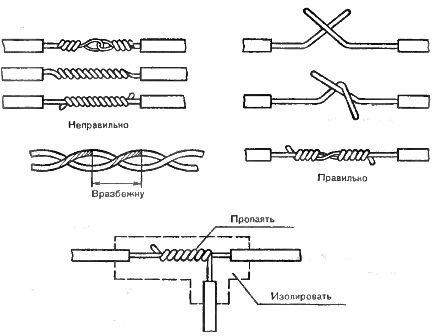
Riisi. 1. Menetelmät johtojen liittämiseksi ja haaroittamiseksi kiertämällä
Kahden johdon liittämiseksi on tarpeen kiertää tiukasti virtaa kuljettavien johtojen johdot ja ristiin johdot. Vasemman langan päätä tehdään 6 - 8 kierrosta oikean ympäri ja oikean langan päähän tehdään myös 6 - 8 kierrosta vasemman ympäri, mutta toiseen suuntaan.
Kierrettyjen liitosten tulee olla halkaisijaltaan vähintään 10-15 liitäntäjohtoa. Liitokset puristetaan POS-3O- tai POS-40-juotteella juotetuilla pihdeillä.Juotettu kierre on eristetty koko liitännän pituudelta, ja johtojen puhdistamaton eristys on pakollinen. Kahden kierretyn johdon liittäminen toisiinsa tapahtuu satunnaisesti.
Alumiinin juottaminen tehdään juottimella, jossa on juotos A. Jos käytetään muita juotteita, käytetään puhalluspoltinta. Juotos A on korroosionkestävä, kätevä juottamiseen ja tinaukseen. Alumiinin oksidikalvo tuhoutuu mekaanisesti, kun lankaa hierotaan juotteella, joten juottamiseen ei tarvita sulatetta.
Juotettaessa yksijohtimia alumiinijohtimia, joiden poikkileikkaus on 2,5 - 10 mm2, liitäntä ja haaroitus tehdään kaksoiskierteellä, jossa on ura. Eristys poistetaan ytimistä, hiotaan metallin kiiltäväksi, limitetään kaksinkertaisella kierteellä, jolloin muodostuu ura, johon ytimet kohtaavat.
Liitos kuumennetaan puhalluspolttimella tai juotosraudalla pisteeseen, jossa verso alkaa sulaa. Hiero kovaa uraa toiselta puolelta juotosraudalla A. Kitkan seurauksena kalvo irtoaa ja ura täyttyy juotteella. Vastaavasti toisella puolella oleva ura on täytetty juotteella. Jäähdytyksen jälkeen kierreyhdiste eristetään.