Sähkökäyttöiset CNC-koneet
 Nykyaikaiset monitoimiset metallinleikkauskoneet ja teollisuusrobotit on varustettu monimoottorisilla sähkökäytöillä, jotka liikuttavat toimeenpanoelimiä useita koordinaattiakseleita pitkin (kuva 1).
Nykyaikaiset monitoimiset metallinleikkauskoneet ja teollisuusrobotit on varustettu monimoottorisilla sähkökäytöillä, jotka liikuttavat toimeenpanoelimiä useita koordinaattiakseleita pitkin (kuva 1).
CNC-koneen toiminnan ohjaus tapahtuu vakiojärjestelmillä, jotka generoivat komentoja digitaalisessa muodossa määritellyn ohjelman mukaisesti. Ohjelmoitavan prosessorin ytimen muodostavien tehokkaiden mikro-ohjainten ja yksisiruisten mikrotietokoneiden luominen mahdollisti niiden avulla useiden geometristen ja teknisten toimintojen automaattisen suorittamisen sekä sähköisen käyttöjärjestelmän suoran digitaalisen ohjauksen ja sähköautomaatio.
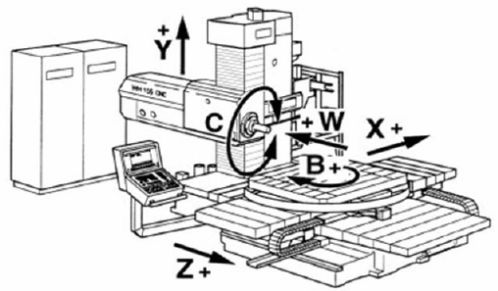
Riisi. 1. CNC-jyrsinkoneen käyttöjärjestelmä
CNC-koneiden sähkökäyttöjen tyypit ja vaatimukset niille
Metallin leikkaus tapahtuu työstettävän osan ja leikkaustyökalun terän keskinäisellä liikkeellä.Sähkökäytöt ovat osa metallinleikkauskoneita, jotka on suunniteltu suorittamaan ja säätelemään metallintyöstöprosesseja CNC-järjestelmän kautta.
Käsittelyssä on tapana erottaa toisistaan pääliikkeet, jotka mahdollistavat kontrolloidut leikkausprosessit työkalun ja työkappaleen keskinäisen liikkeen aikana sekä apuliikkeet, jotka helpottavat laitteen automaattista toimintaa (tarkkailutyökalujen lähestyminen ja poistuminen, työkalujen vaihto ja jne.).
Tärkeimmät niistä sisältävät pääleikkausliikkeen, jolla on suurin nopeus ja teho, joka antaa] tarvittavan leikkausvoiman, sekä syöttöliike, joka on tarpeen työkappaleen liikuttamiseksi tilaradalla tietyllä nopeudella. Tietyn muotoisen tuotteen pinnan saamiseksi koneen työkappaleet käskevät työkappaletta ja työkalua liikkumaan halutulla liikeradalla asetetulla nopeudella ja voimalla. Sähkökäytöt antavat työkappaleille kierto- ja translaatioliikkeitä, joiden yhdistelmät koneiden kinemaattisen rakenteen kautta aikaansaavat tarvittavat keskinäiset siirtymät.
Metallintyöstökoneen käyttötarkoitus ja tyyppi riippuvat suurelta osin valmistetun osan (runko, akseli, levy) muodosta. Monitoimikoneen kyky tuottaa koneistuksen aikana tarvittavia työkalun ja työkappaleen liikkeitä määräytyy koordinaattiakselien lukumäärän ja siten yhteenliitettyjen sähkökäyttöjen lukumäärän ja ohjausjärjestelmän rakenteen perusteella.
Tällä hetkellä käytöt tehdään pääosin luotettavuuden perusteella Taajuusohjauksella varustetut AC-moottoritdigitaalisten sääntelyviranomaisten suorittamia.Erityyppiset sähkökäytöt toteutetaan tyypillisillä teollisuusmoduuleilla (kuva 2).
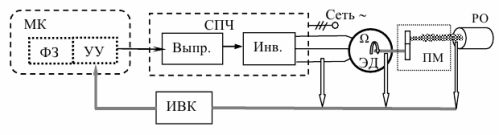
Riisi. 2. Sähkökäytön tyypillinen toimintakaavio
Sähkökäyttöisten lohkojen vähimmäiskoostumus koostuu seuraavista toiminnallisista lohkoista:
-
toimeenpaneva sähkömoottori (ED);
-
taajuustehomuunnin (HRC), joka muuntaa teollisuusverkon sähkötehon vaaditun amplitudin ja taajuuden omaavaksi kolmivaiheiseksi moottorin syöttöjännitteeksi;
-
mikro-ohjain (MC), joka suorittaa ohjausyksikön (CU) ja tehtävägeneraattorin (FZ) toimintoja.
Tehotaajuusmuuttajan teollisuusyksikkö sisältää tasasuuntaajan ja tehomuuntimen, jotka tuottavat sinimuotoisen jännitteen tarvittavilla parametreilla, jotka määritetään ohjauslaitteen signaalien avulla käyttämällä lähtö-PWM-kytkimen mikroprosessoriohjausta.
Sähkökäytön toiminnan ohjaamiseen tarkoitettu algoritmi toteutetaan mikro-ohjaimella generoimalla komentoja, jotka saadaan vertaamalla tehtävägeneraattorin signaaleja ja tietolaskentakompleksilta (IVC) saatua dataa, joka perustuu tietojenkäsittelyyn ja analyysiin. signaalit sarjasta antureista.
Sähköinen voimansiirtokoneisto sisältää useimmissa sovelluksissa oikosähkömoottorin, jossa on oravahäkkiroottorikäämitys, ja vaihteiston mekaanisena pyörinnän välittäjänä koneen karalle. Vaihteisto on usein suunniteltu vaihteistoksi, jossa on sähkömekaaninen etävaihteisto.Pääliikkeen sähkökäyttö tuottaa tarvittavan leikkausvoiman tietyllä pyörimisnopeudella, ja siksi nopeuden säätelyn tarkoituksena on ylläpitää tasaista tehoa.
Tarvittava pyörimisnopeuden säätöalue riippuu jalostettujen tuotteiden halkaisijasta, niiden materiaaleista ja monista muista tekijöistä. Nykyaikaisissa automatisoiduissa CNC-koneissa pääkoneisto suorittaa monimutkaisia toimintoja, jotka liittyvät kierteen leikkaamiseen, erihalkaisijaisten osien koneistukseen ja paljon muuta. Tämä johtaa tarpeeseen tarjota erittäin laaja valikoima nopeudensäätöjä sekä käännettävän vetolaitteen käyttöä. Monitoimikoneissa vaadittu pyörimisnopeusalue voi olla tuhansia tai enemmän.
Syöttöissä tarvitaan myös erittäin suuria nopeusalueita. Ratajyrsinnässä siis teoriassa pitäisi olla ääretön nopeusalue, koska minimiarvo on joissain kohdissa nolla. Usein työkappaleiden nopea liikkuminen työstöalueella suoritetaan myös syöttölaitteen avulla, mikä lisää suuresti nopeuden muutosaluetta ja monimutkaistaa ajoohjausjärjestelmiä.
Syöttöissä käytetään synkronimoottoreita ja kosketuksettomia DC-moottoreita sekä joissain tapauksissa asynkronimoottoreita. Niitä koskevat seuraavat perusvaatimukset:
-
laaja valikoima nopeudensäätöä;
-
korkea huippunopeus;
-
korkea ylikuormituskapasiteetti;
-
korkea suorituskyky kiihdytyksen ja hidastuksen aikana paikannustilassa;
-
korkea paikannustarkkuus.
Käyttöominaisuuksien vakaus on taattava kuormituksen vaihteluiden, ympäristön lämpötilan, syöttöjännitteen muutosten ja monien muiden syiden alla. Tätä helpottaa rationaalisen mukautuvan automaattisen ohjausjärjestelmän kehittäminen.

Koneen käyttölaitteen mekaaninen osa
Taajuusmuuttajan mekaaninen osa voi olla monimutkainen kinemaattinen rakenne, joka sisältää monia eri nopeuksilla pyöriviä osia. Yleensä erotetaan seuraavat elementit:
-
sähkömoottorin roottori, joka tuottaa vääntömomentin (pyörii tai jarruttaa);
-
mekaaninen voimansiirto, t, s. järjestelmä, joka määrittää liikkeen luonteen (kierto, translaatio) ja muuttaa liikkeen nopeutta (vähentäjä);
-
toimiva elin, joka muuttaa liikkeen energian hyödylliseksi työksi.
Metallinleikkauskoneen pääliikkeen asynkroninen ohjaus
CNC-metallintyöstökoneiden pääliikkeen nykyaikainen säädettävä sähkökäyttö perustuu pääosin häkkiroottorikäämityksellä varustettuihin asynkronisiin moottoreihin, mitä on edesauttanut monet tekijät, joista mainittakoon perustietokannan parantaminen ja tehoelektroniikka.
Vaihtovirtamoottoreiden toimintatilojen säätö tapahtuu muuttamalla syöttöjännitteen taajuutta tehomuuntimella, joka taajuudensäädön ohella muuttaa muita parametreja.
Seurantasähkökäytön ominaisuudet riippuvat suurelta osin sisäänrakennetun ACS:n tehokkuudesta.Suorituskykyisten mikro-ohjainten käyttö on tarjonnut laajat mahdollisuudet sähköisen käytön ohjausjärjestelmien järjestämiseen.
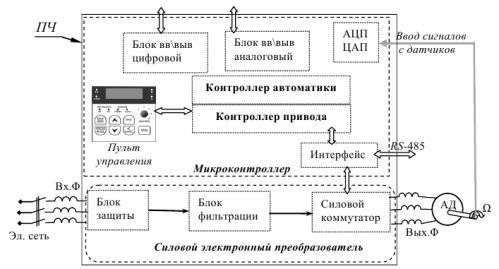
Riisi. 3. Tyypillinen oikosulkumoottorin ohjausrakenne taajuusmuuttajalla
Ajoohjain luo numerosarjoja virtakytkimelle, joka säätelee sähkömoottorin toimintaa. Automaatioohjain tarjoaa tarvittavat ominaisuudet käynnistys- ja pysäytystiloissa sekä automaattisen säädön ja laitteiden suojauksen.
Laskentajärjestelmän laitteisto-osa sisältää myös: - analogia-digitaali- ja digitaali-analogiamuuntimet antureiden signaalien syöttämiseen ja niiden toiminnan ohjaamiseen;
-
tulo- ja lähtömoduulit analogisille ja digitaalisille signaaleille, jotka on varustettu liitäntälaitteilla ja kaapeliliittimillä;
-
liitäntälohkot, jotka suorittavat sisäistä moduulien välistä tiedonsiirtoa ja viestintää ulkoisten laitteiden kanssa.
Suuri määrä kehittäjän käyttöön ottamia taajuusmuuttajan asetuksia ottaen huomioon tietyn sähkömoottorin yksityiskohtaiset tiedot tarjoavat tiettyjä ohjausmenettelyjä, joista voidaan mainita:
-
monitasoinen nopeudensäätö,
-
taajuuden ylä- ja alaraja,
-
vääntömomentin raja,
-
jarruttaminen syöttämällä tasavirtaa yhteen moottorin vaiheista,
-
ylikuormitussuoja, mutta ylikuormituksen ja ylikuumenemisen yhteydessä tarjoaa virransäästötilan.
Kontaktittomiin tasavirtamoottoreihin perustuva käyttö
Työstökoneistoilla on korkeat vaatimukset nopeudensäätöalueelle, ohjausominaisuuksien lineaarisuudesta ja nopeudesta, sillä ne määräävät työkalun ja osan suhteellisen paikantamisen tarkkuuden sekä niiden liikenopeuden.
Tehokäytöt toteutettiin pääasiassa tasavirtamoottoreiden pohjalta, joilla oli tarvittavat ohjausominaisuudet, mutta samaan aikaan mekaanisen harjakeräimen läsnäolo liittyi alhaiseen luotettavuuteen, huollon monimutkaisuuteen ja korkeaan sähkömagneettisten häiriöiden tasoon.
Tehoelektroniikan ja digitaalisten laskentatekniikoiden kehitys myötävaikutti niiden korvaamiseen sähkökäytöissä kontaktittomilla tasavirtamoottoreilla, mikä mahdollisti työstökoneiden energiaominaisuuksien parantamisen ja luotettavuuden. Kontaktittomat moottorit ovat kuitenkin suhteellisen kalliita ohjausjärjestelmän monimutkaisuuden vuoksi.
Mutta harjattoman moottorin toimintaperiaate on tasavirtasähkökone, jossa on magnetosähköinen kela roottorissa ja ankkurikäämit staattorissa. Staattorikäämien lukumäärä ja roottorimagneettien napojen lukumäärä valitaan moottorin vaadittujen ominaisuuksien mukaan. Niiden lisääminen parantaa ajo- ja ajettavuutta, mutta johtaa monimutkaisempaan moottorin suunnitteluun.
Metallinleikkauskoneita ajettaessa käytetään pääasiassa rakennetta, jossa on kolme ankkurikäämitystä, joka on tehty useiden yhdistettyjen osien muodossa, ja kestomagneettien herätejärjestelmää, jossa on useita napapareja (kuva 4).
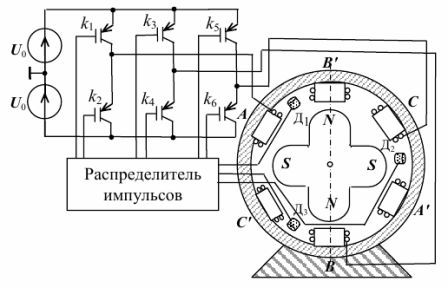
Riisi. 4. Kontaktittoman tasavirtamoottorin toimintakaavio
Vääntömomentti muodostuu staattorin käämien virtojen ja roottorin kestomagneettien vuorovaikutuksesta. Sähkömagneettisen momentin vakiosuunta varmistetaan sopivalla kommutaatiolla, joka syötetään tasavirralla staattorin käämeihin. Staattorikäämien kytkentäsarja lähteeseen U suoritetaan tehopuolijohdekytkimien avulla, jotka kytketään pulssinjakajan signaalien vaikutuksesta syötettäessä jännitettä roottorin asentoantureista.
Kosketuksettomien tasavirtamoottoreiden sähkökäytön toimintatilojen säätelytehtävässä erotetaan seuraavat toisiinsa liittyvät asiat:
-
algoritmien, menetelmien ja välineiden kehittäminen sähkömekaanisen muuntimen ohjaamiseksi vaikuttamalla mittaukseen käytettävissä oleviin fyysisiin suureisiin;
-
automaattisen ohjausjärjestelmän luominen automaattisen ohjauksen teoriaa ja menetelmiä käyttäen.
Askelmoottoriin perustuva sähköhydraulinen käyttö
Nykyaikaisissa työstökoneissa nivelsähköhydrauliset käyttölaitteet (EGD) ovat puoliyleisiä, joissa elektronisesta CNC-järjestelmästä tulevat diskreetit sähköiset signaalit muunnetaan synkronisilla sähkömoottoreilla akselin kiertoon. CNC-järjestelmän ohjausyksikön (CP) signaalien vaikutuksesta sähkömoottorista (EM) kehittynyt vääntömomentti on mekaanisen voimansiirron (MP) kautta johtoelimeen (IO) kytketyn hydraulivahvistimen tuloarvo. työstökoneesta (kuva 5).

Riisi. 5. Sähköhydraulisen käyttöjärjestelmän toimintakaavio
Sähkömoottorin roottorin ohjattu pyöriminen tulomuunnoksen (VP) ja hydrauliventtiilin (GR) avulla saa aikaan hydraulimoottorin akselin (GM) pyörimisen. Hydraulisen vahvistimen parametrien stabiloimiseksi käytetään yleensä sisäistä takaisinkytkentää.
Käynnistys-pysäytysliikkeen tai jatkuvan liikkeen omaavien mekanismien sähkökäyttöisissä käyttökohteissa on askelmoottoreita (SM), jotka luokitellaan synkronisten sähkömoottoreiden tyypeiksi. Pulssiherätetyt askelmoottorit soveltuvat parhaiten CNC-ohjauksessa käytettävään suoraan digitaaliseen ohjaukseen.
Roottorin jaksoittainen (askelittainen) liike tietyssä kiertokulmassa kullekin pulssille mahdollistaa riittävän korkean paikannustarkkuuden saavuttamisen erittäin suurella nopeuden vaihtelualueella lähes nollasta.
Kun käytät askelmoottoria sähkökäytössä, sitä ohjataan laitteella, joka sisältää logiikkaohjaimen ja kytkimen (kuva 6).

Riisi. 6. Askelmoottorin ohjauslaite
N-kanavan valinnan ohjauskomennon alaisena CNC-taajuusmuuttajan ohjain tuottaa digitaalisia signaaleja tehotransistorikytkimen ohjaamiseksi, joka kytkee tasajännitteen vaaditussa järjestyksessä staattorin käämiin. Pienten kulmasiirtymien arvojen saamiseksi yhdessä vaiheessa α = π / p, kestomagneetti, jossa on suuri määrä napapareja p, asetetaan roottoriin.