Mitä on osittainen, monimutkainen ja täydellinen automaatio
Teknologiselle kehitykselle on ominaista tuotantoautomaation jatkuva laajentaminen - osittaisesta automatisoinnista eli yksittäisten tuotantojen, toimintojen automaattisesta suorittamisesta monimutkaiseen automaatioon, monimutkaisesta - täysautomaatioon, jossa siirrytään jatkuvasti työpajoihin ja automaattisiin tehtaisiin. korkein tekninen ja taloudellinen tehokkuus. …

Osittainen automaatio
Tuotannon automatisoinnin edellytyksenä on teknologisen prosessin kaikkien perus- ja aputoimintojen mekanisointi. Osittainen automatisointi on minkä tahansa tuotannon ominaispiirre.
Ihmisten toimintojen siirtyminen työkalunsiirtokoneeseen poisti ihmisen fyysisten kykyjen asettamat rajoitukset tuotannon kehitykselle ja aiheutti jyrkän hypyn sen tasossa ja mittakaavassa, joka tunnetaan 1700-luvun lopun ja 1800-luvun alun teollisena vallankumouksena.
Ensimmäisten automaattikoneiden luomisesta lähtien tuotantoautomaatio on kehittynyt jatkuvasti ja laadukkaasti.Tilavan höyrykoneen korvaaminen helppokäyttöiseksi ja pieneksi sähkömoottorit muutti perusteellisesti työkoneiden toiminta- ja suunnitteluperiaatteet ja muutti johtamisen periaatteita.
Koneiden erillisten työkappaleiden yksittäinen käyttö ja sähköliitäntöjen käyttöönotto niiden välillä yksinkertaisti huomattavasti koneiden kinematiikkaa, teki niistä vähemmän hankalia ja luotettavampia.
Verrattuna mekaanisiin, joustavampiin ja käyttömukavampiin liitäntöihin, sähkökytkennät mahdollistivat yhdistetyn sähköisen ja mekaanisen ohjelmoidun ohjauksen, joka varmisti mittaamattoman monimutkaisempien toimintojen automaattisen suorittamisen kuin automaattiset koneet, joissa on mekaaninen ohjelmointilaite (Sähköautomaatiojärjestelmien edut).
Sähköliitännöillä ei vain saavuteta helposti tarvittavaa työelinten liikejärjestystä, vaan tätä järjestystä voidaan helposti muuttaa työkoneen palauttamiseksi uuden tuotteen käsittelyyn. Esimerkiksi moderni tietokoneohjattu automaatti (vrt. CNC kone) pystyy käsittelemään minkä tahansa muotoisia osia. Tällaisen koneen palauttamiseksi tarvitsee vain muuttaa ohjelmaa.

Sähköinen ohjelmoitu ohjaus ei voi vain suorittaa tarvittavaa työkappaleiden liikejaksoa ilman ihmisen väliintuloa, vaan myös varmistaa tällaisen syklin automaattisen käynnistyksen, kun tietyt ehdot täyttyvät, esimerkiksi kun kone vapautetaan jo käsitellystä tuotteesta, on uusi materiaaliosa ja sen oikeat tilat, jotka sijaitsevat suhteessa työelimiin...
Jotta tällainen toiminto suoritetaan automaattisesti, kone on varustettava herkillä elementeillä - antureilla, jotka valvovat yksittäisten ehtojen täyttymistä. Lisäksi ohjausjärjestelmän itsensä on kyettävä tarkistamaan näiden ehtojen täyttyminen, eli ratkaisemaan jokin looginen ongelma (katso:Looginen operaatio).
Automaattiset säätimet ovat yleistyneet, jotka suorittaessaan toimintonsa paljon nopeammin ja tarkemmin kuin ihminen pystyy, ovat parantaneet merkittävästi monien teollisuudenalojen ja prosessien teknisiä ja taloudellisia indikaattoreita. Niiden tehtävänä on ylläpitää generaattorin tasaista jännitettä, kierroksia moottorin, höyryn paine ja lämpötila kattiloissa, nauhan paksuus valssaamoissa, lämpötila sähköuuneissa jne.
Ei ole tuotantoa, jossa ei käytetä automaattisia ohjaimia - automaattisten ohjausjärjestelmien ohjaamiseen tarkoitettuja laitteita. Joissakin tapauksissa nämä järjestelmät mahdollistivat uusien prosessien ja yksiköiden luomisen, joita ei voitu toteuttaa manuaalisesti (esim ydinvoimaloita).
Monimutkainen automaatio
Automaattisten ohjausjärjestelmien käytön suurin vaikutus saavutetaan kattavalla työpajan tai osan kaikkien koneiden ja teknisten yksiköiden automaation kattauksella.
Integroitu automaatio on tuotantoautomaation vaihe, jossa koko joukko materiaalinkäsittelyoperaatioita, mukaan lukien niiden kuljetus, suoritetaan automaattisten koneiden ja teknologioiden, yksiköiden ennalta määrättyjen ohjelmien ja moodien järjestelmän kautta käyttämällä erilaisia automaattisia laitteita, joita yhdistää yhteinen hallintajärjestelmä.
Monimutkaisen automaation avulla ihmisen toiminnot teknologisen prosessin ohjauksessa rajoittuvat prosessin kulun seurantaan, sen indikaattoreiden analysointiin ja laitteiden toimintatilojen valitsemiseen automaattisten säätimien ja ohjelmistolaitteiden tehtävänä, jossa parhaat indikaattorit saavutetaan näissä olosuhteissa.
Helpoimmin integroitava automaatio toteutetaan jatkuvassa tuotannossa, prosesseissa, joiden erilliset osat on pakotettu yhteen materiaalivirtaan.
Esimerkki monimutkaisesta prosessiautomaatiosta on automaattinen linja, jossa jokainen automaattikone suorittaa ohjelmistolaitetta käyttäen ennalta määrätyn liikeelinten liikesarjan suorittaakseen tietyn materiaalinkäsittelyvaiheen, ja koko sarja lineaarisia koneita on kytkettynä. automaattisesti toimivilla kuljetuslaitteilla — yleinen käsittelyvaiheiden järjestys valmiin tuotteen vastaanottamiseen asti.

Täysin automatisoidut yritykset ovat kaikki Voimalaitos (Ydinvoimalaitos, lämpövoimalaitos, vesivoimalaitos). Pääsähköisten ja mekaanisten laitteiden hallinta näillä asemilla tapahtuu automaattisesti, ja sen toiminnan ohjaus keskittyy pääsääntöisesti yhteen pisteeseen, josta vuorovälittäjä asettaa tarvittavat tilat.
Operatiivinen johtaminen on keskitettävä ja keskitettävä yhden henkilön käsiin. Tällaisen keskittämisen tarve johtuu siitä, että yksittäisten teknisten yksiköiden toimintatapojen valinnan tekemiseksi saadaan täydellinen kuva koko tuotannosta, prosessista, toisin sanoen kaiken järjestelmän kaikista osioista tulevan tiedon käsittelystä. prosessia tarvitaan.
Siksi ohjausjärjestelmien joukossa ovat laitteet, joiden tehtävänä on järjestää viestintä ihmisen ja koneiden välillä, helpottaa ihmisen prosessien hallintaa, lievittää hermostoaan, vapauttaa aivot stressistä ja rutiineista. tehdä työtä.
Lisäksi henkilö ei usein pysty käsittelemään suurta tietovirtaa prosessien etenemisestä ilman lisälaitteiden apua.
Esimerkiksi haaroittuneiden sähköjärjestelmien keskitetyn hallinnan olosuhteissa keskusohjauspisteen lähettäjän toiminnot muuttuvat yhä monimutkaisemmiksi, ja päätöksenteko tapahtuu pääsääntöisesti akuutin ajan puutteen olosuhteissa. Kaikki tämä edellyttää nopeaa monipuolisen tiedon keräämistä näyttääkseen henkilölle helposti havaittavana päätöksenteon kannalta tarpeellisena tuloksena.
Keskitetyllä ohjauksella kaikki tuotannon ja prosessin tilatiedot on keskitetty vuorotyöntekijöiden tai operaattoreiden kanssa.
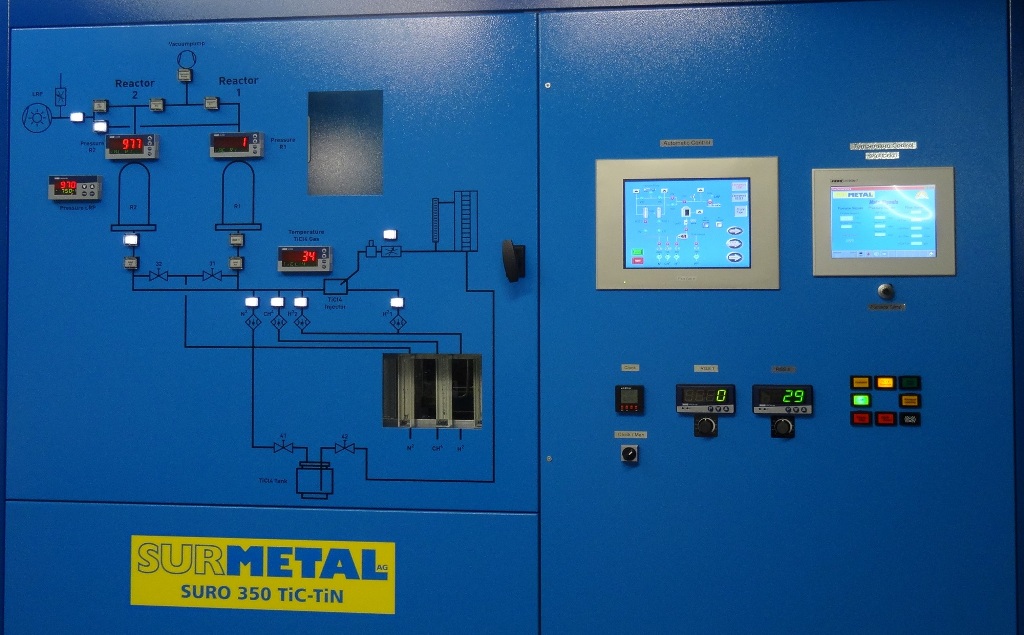
Tietojen välittämiseksi henkilölle on olemassa lukuisia osoitus- ja tallennuslaitteita, jotka sijaitsevat ohjauskeskuksen tauluilla operaattorin tai lähettäjän edessä. Laitteiden lisäksi valvomossa on tekniset laitteet, joiden avulla voidaan seurata tuotannon eri kriittisiä alueita.

Kuvassa on valvomo. Se on pystysuora paneeli tai paneelit, joilla ne sijaitsevat muistokaaviot ohjatut teollisuudenalat, prosessit, mittauslaitteet ja erilaiset hälytysilmaisimet ja automaattisten ohjauslaitteiden paneelit, joskus myös kaukosäätimen avaimet ja painikkeet.
Koska yrityksissä ja toimialoilla, joilla on laaja alue, tiedonvaihto ohjaus- ja hallintaobjektien ja lähetyskeskuksen välillä tapahtuu telemekaniikan teknisten välineiden avulla, laitteet näiden järjestelmien toistamiseksi sijoitetaan lähetyspaneeliin.
Prosessia ohjaava henkilö sen ominaisuuksien ja ominaisuuksien tuntemuksensa perusteella käyttää laajaa ennakointia ja pystyy siten merkittävästi parantamaan prosessin ohjausta. Tämän prosessin kapeassa kehyksessä tieto on malli ihmisaivojen prosessista.
Ennen kuin valitsee yhden tai toisen ohjaustoiminnon, henkilö, joka käyttää tätä "mallia", tarkastaa spekulatiivisesti, mitkä toimintojen tulokset ovat prosessin lähtöparametreilla.
Vasta sen jälkeen, kun on vakuuttunut siitä, että tämä vaikutus pakottaa prosessin muuttamaan haluttuun suuntaan tai pitämään sen kulkunsa muuttumattomana, tämä vaikutus siirretään todelliseen prosessiin, vertaamalla sen kulkua jatkuvasti saatuihin spekulatiivisiin tuloksiin ja jalostaa mallia.
Automaattinen ennakoiva ohjausjärjestelmä voi toimia samoin kuin ihminen. Tällaisessa järjestelmässä tulisi olla prosessimalli, laitteet, jotka säätävät malliparametrit itse todellista prosessia vastaaviksi, ja laite, joka etsii mallista automaattisesti sellaisia ohjaustoimenpiteitä, jotka tarjoavat parhaan prosessin suorituskyvyn. Havaitut vaikutukset tulee automaattisesti siirtää varsinaiseen prosessiin.
Esimerkki monimutkaisesta automaattisesta ohjausjärjestelmästä on jatkuva uuni materiaalin lämmittämiseksi, joka on varustettu lämpötilansäätimillä työtilassa ja uunin polttimiin syötettävän polttoaineen ja ilman virtauksen säätimillä.
Uunista poistuvan materiaalin kuumenemisen määrää sen työtilan lämpötila, materiaalin liikenopeus ja monet muut tekijät. Työtilan lämpötila puolestaan määräytyy polttoaineen kulutuksen määrän ja polttoaineen ja ilman kulutuksen suhteen, ja se riippuu myös lämmitetyn materiaalin liikenopeudesta.
Tämän esimerkin materiaalin lämpötilan ylläpitoongelmaa ei voida ratkaista asentamalla erillisiä, toisiinsa liittymättömiä lämpötila- ja virtaussäätimiä.
On välttämätöntä, että viittaus uunin lämpötilansäätimeen kasvaa automaattisesti, kun materiaalin liikenopeus uunissa kasvaa, ja viittaus ilmavirran säätimeen kasvaa polttoaineen kulutuksen kasvaessa.
Vaikeita tehtäviä syntyy myös moninkertaisten energiamuunnosprosessien ohjausjärjestelmien luomisessa. Esimerkki masuunisulatuksesta. Tässä säätölaki määrittää joukon vaadittuja arvoja yksittäisille prosessiparametreille (lämpötila, paine, virtausnopeus jne.), joista kuhunkin vaikuttavat monet prosessin ulkoisten ja sisäisten tekijöiden aiheuttamat häiriöt.
Olemassa olevien tuotantoalueiden integroidun automaation onnistumisen määrää lähes kokonaan olemassa olevien laitteiden ja tekniikan automaattisen ohjauksen vaatimustenmukaisuus.
Useimpien toimivien yritysten laitteet on suunniteltu manuaaliseen ohjaukseen.Siksi monimutkaiseen automaatioon on pääsääntöisesti liitettävä laitteiden modernisointi tai täydellinen vaihto, tekniikan ja tuotannon organisoinnin muutos, jossa automaattisen ohjauksen mahdollisuudet nopeuden ja tarkkuuden suhteen käytettäisiin täysimääräisesti.
Minkä tahansa tuotantoalueen täydellistä automatisointia edeltää koko toimenpidekokonaisuuden perusteellinen tekninen ja taloudellinen analyysi taloudellisen tehokkuuden määrittämiseksi. Täysautomaation avulla voit keskittää tuotannon ja prosessien hallinnan, vähentää henkilöstöä, lisätä laitteiden tuottavuutta, parantaa tuotteiden laatua ja alentaa kustannuksia.
Monimutkaisissa prosesseissa hallinnan keskittäminen edellyttää automaattisten hallintajärjestelmien käyttöä, joiden avulla voidaan kerätä tietoa ohjatun prosessin etenemisestä ja välittää se henkilölle hänelle sopivassa muodossa.
Integroitu automaatio on askel kohti täyttä automaatiota, joka päättyy työpajojen ja automaattitehtaiden perustamiseen.
Täysi automaatio
Täysautomaatio on tuotantoautomaation vaihe, jossa automaattinen konejärjestelmä suorittaa ilman suoraa ihmisen osallistumista tietyn tuotannon, prosessin koko joukon toimintoja, mukaan lukien sellaisten työmuotojen valinta ja määrittäminen, jotka tarjoavat parhaan suorituskyvyn tietyissä olosuhteissa. .
Henkilön tehtävät rajoittuvat johtamisjärjestelmän ja sen yksittäisten yksiköiden moitteettoman toiminnan valvontaan sekä prosessin edellyttämien tehtävien ja kriteerien tuomiseen tähän järjestelmään.
Yksinkertaisissa prosesseissa, jotka toimivat vakioolosuhteissa, kun se on valittu ja säädetty, optimaalinen tila voidaan ylläpitää pitkään, ja täydellisen automaation käsite on sama kuin monimutkaisen automaation käsite.
Useimmissa prosesseissa, joihin kohdistuu ulkoisia häiriöitä, suurin ero täysautomaation ja monimutkaisen automaation välillä on yksittäisten koneiden ja yksiköiden toimintatilojen valinta- ja koordinointitoiminnon (mukaan lukien hätätilanteissa) siirtyminen henkilöltä automaattiseen ohjausjärjestelmään.

Täysautomaatioon siirtymisen perusta on laitteiden optimaalisten toimintatilojen automaattinen haku ja määrittäminen sekä toiminnanhallinnan automatisointi eli yksittäisten koneiden ja yksiköiden toimintatilojen koordinointi.
Näiden ongelmien ratkaisemiseksi käytetään laajalti tietokonetekniikoita, erityisesti ohjauskoneita (ohjaimia, teollisuustietokoneet), analysoimalla tuotannon kulkua, prosessia, syntetisoimalla ohjauslakeja ja määrittämällä optimikriteerit. Teknologian kulun automaattinen analyysi ja ohjauslakien synteesi määräävät järjestelmien itsesopeutuvuuden täyteen automatisointiin.
Täysautomaatiojärjestelmillä on hierarkkinen rakenneperiaate:
- Ensimmäisessä vaiheessa on ohjelmisto- ja loogiset ohjausjärjestelmät sekä automaattiset ohjausjärjestelmät;
- toisessa vaiheessa - järjestelmät yksittäisten koneiden ja aggregaattien automaattista optimointia varten;
- 3. vaiheessa – automaattiset toiminnanhallinnan järjestelmät.
Kolmitasoinen ohjaushierarkia määrittelee täysautomaatiojärjestelmien toiminnallisen rakenteen.Tämän järjestelmän laitteistoresoluutio voi olla erilainen, järjestelmä voidaan rakentaa yllä olevan kuvan mukaisesti, mutta se voidaan rakentaa ilman yksittäisten laitteiden suorittamien toimintojen selkeää erottelua.

Ohjaustehtävien lisääntyvä monimutkaisuus johtaa laitteiden määrän ja monimutkaisuuden kasvuun ja sen seurauksena järjestelmän normaalin toiminnan häiriintymisen todennäköisyyden lisääntymiseen.
Prosessien jatkuva tehostuminen ja niiden mittakaavan kasvu sekä vastaavasti lisääntyvä onnettomuusuhka nostavat luotettavuusongelman entistäkin tärkeämmäksi tuotannon automatisoinnissa. Siksi yhä enemmän kehitetään luotettavia elementtejä ja menetelmiä niiden liittämiseen sekä etsitään menetelmiä luotettavien järjestelmien rakentamiseen riittämättömän luotettavista elementeistä.
Täysautomaatiojärjestelmä on monimutkainen ja haaroittunut automaattinen ohjausjärjestelmä, joka vaatii sen korkeaa luotettavuutta, jonka tarjoaa sekä yksittäisten elementtien luotettavuus että rakenteen luotettavuus.
Täysautomaation tehtävänä on automaattisten työpajojen ja yritysten (automaattitehtaiden) perustaminen. Täysautomaation suuri taloudellinen vaikutus saavutetaan parantamalla laitteiden käyttöä, varmistamalla prosessin rytmi optimaalisella tuottavuudella ja tuotteen laadulla annetuissa olosuhteissa.
Katso: Teknisten prosessien automatisointi, Teollisuusrobotit nykyaikaisessa tuotannossa, Virtalähteen hallintajärjestelmien automatisointi
Automaattisen ohjaustekniikan kehittäminen on mahdotonta ilman edistystä laitteissa ja erityisesti niissä elementeissä, joista ohjauslaitteet rakennetaan.Automaattisten ohjauslaitteiden ja -järjestelmien kehittämisen tärkein ongelma on niiden luotettavuuden lisääminen.