Metallien induktiokuumennus, karkaisu ja induktiosulatus
Täydellisin lämmitystyyppi on se, jossa lämpöä syntyy suoraan lämmitetyssä kappaleessa. Tämä lämmitysmenetelmä on erittäin hyvin tehty ohjaamalla sähkövirta kehon läpi. Suoraan - lämmitetyn kappaleen sisällyttäminen sähköpiiriin ei kuitenkaan aina ole mahdollista teknisistä ja käytännön syistä.
Näissä tapauksissa täydellinen lämmitysmuoto voidaan toteuttaa induktiolämmityksellä, jossa lämpöä syntyy myös itse lämmitetyssä kappaleessa, mikä eliminoi turhan, yleensä suuren energiankulutuksen uunin seinissä tai muissa lämmityselementeissä. Huolimatta kohonneiden ja korkeataajuisten virtojen generoinnin suhteellisen alhaisesta hyötysuhteesta, induktiolämmityksen kokonaishyötysuhde on usein korkeampi kuin muiden lämmitysmenetelmien kanssa.

Induktiomenetelmä mahdollistaa myös ei-metallisten kappaleiden nopean kuumennuksen tasaisesti koko niiden paksuuden ajan.Tällaisten kappaleiden huono lämmönjohtavuus sulkee pois mahdollisuuden niiden sisäkerrosten nopeaan lämmittämiseen tavanomaisella tavalla, toisin sanoen tuottamalla lämpöä ulkopuolelta. Induktiomenetelmässä lämpöä syntyy samalla tavalla sekä ulko- että sisäkerroksissa, ja jälkimmäisten ylikuumenemisvaara voi olla jopa olemassa, jos tarvittavaa ulompien kerrosten lämmöneristystä ei tehdä.
Erityisen arvokas induktiolämmityksen ominaisuus on mahdollisuus erittäin korkeaan energiapitoisuuteen lämmitetyssä kappaleessa, joka on helposti säädettävissä tarkkaan annosteluun. Vain sähkökaari voidaan saada sama energiatiheysaste, mutta tätä lämmitysmenetelmää on vaikea hallita.
Induktiolämmityksen ominaisuudet ja tunnetut edut ovat luoneet laajat mahdollisuudet sen soveltamiseen monilla teollisuudenaloilla. Lisäksi sen avulla voit luoda uudentyyppisiä rakenteita, jotka eivät ole lainkaan toteutettavissa perinteisillä lämpökäsittelymenetelmillä.

Fyysinen prosessi
Induktiouuneissa ja -laitteissa lämpöä sähköä johtavassa lämmitetyssä kappaleessa vapautuu siihen vaihtelevan sähkömagneettisen kentän indusoimien virtojen vaikutuksesta. Tällä tavalla täällä tapahtuu suora lämmitys.
Metallien induktiolämmitys perustuu kahteen fysikaaliseen lakiin: Faraday-Maxwellin sähkömagneettisen induktion laki ja Joule-Lenzin laki. Metallirungot (aihiot, osat jne.) asetetaan vaihtuva magneettikenttä, joka saa heissä pyörteen sähkökenttä… Induktion EMF määräytyy magneettivuon muutosnopeuden mukaan. Induktio-EMF:n vaikutuksesta pyörrevirrat (suljetut kappaleiden sisällä) virtaavat kehoissa vapauttaen lämpöä Joule-Lenzin lain mukaan… Tämä EMF syntyy metallista vaihtovirta, näiden virtojen vapauttama lämpöenergia saa metallin kuumenemaan. Induktiolämmitys on suoraa ja kosketuksetonta. Sen avulla voit saavuttaa lämpötilan, joka on riittävä sulattamaan kaikkein tulenkestävimmät metallit ja metalliseokset.
Voimakas induktiolämmitys on mahdollista vain korkean intensiteetin ja taajuuden sähkömagneettisissa kentissä, jotka syntyvät erityisillä laitteilla - induktoreilla. Induktorit saavat tehonsa 50 Hz:n verkosta (teolliset taajuusasennukset) tai erillisistä energialähteistä – keski- ja suurtaajuusgeneraattoreista ja -muuntimista.
Matalataajuisten epäsuorien induktiokuumennuslaitteiden yksinkertaisin kela on eristetty lanka (pidennetty tai kierretty), joka on sijoitettu metalliputken sisään tai asetettu sen pinnalle. Kun virta kulkee putkessa olevan induktorilangan läpi, se lämpenee pyörrevirrat… Lämpö putkesta (voi olla myös upokas, säiliö) siirtyy kuumennettuun väliaineeseen (putken läpi virtaava vesi, ilma jne.).
Metallien induktiokuumennus ja karkaisu
Yleisimmin käytetty metallien suora induktiokuumennus keskipitkillä ja korkeilla taajuuksilla. Tätä varten käytetään erityisiä induktoreita. Induktori emittoi sähkömagneettinen aalto, joka putoaa kuumennetun kehon päälle ja kuolee siihen. Absorboituneen aallon energia muunnetaan lämmöksi kehossa. Lämmityskerroin on sitä suurempi, mitä lähempänä emittoidun sähkömagneettisen aallon muoto (litteä, sylinterimäinen jne.) on rungon muotoa. Siksi litteitä keloja käytetään litteiden kappaleiden lämmittämiseen, sylinterimäisiä (solenoidi) keloja käytetään sylinterimäisiin työkappaleisiin.Yleensä niillä voi olla monimutkainen muoto johtuen tarpeesta keskittää sähkömagneettinen energia haluttuun suuntaan.
Induktioenergian syötön ominaisuus on kyky säädellä virtausvyöhykkeen tilajärjestelyä pyörrevirrat.
Ensinnäkin pyörrevirrat kulkevat kelan peittämillä alueella. Vain se osa kehosta, joka on magneettisessa kosketuksessa kelaan, kuumennetaan riippumatta rungon kokonaiskoosta.
Toiseksi pyörrevirran kiertovyöhykkeen ja siten energian vapautumisvyöhykkeen syvyys riippuu muiden tekijöiden ohella kelan virran taajuudesta (kasvaa matalilla taajuuksilla ja pienenee taajuuden kasvaessa).
Energiansiirron tehokkuus induktorista lämmitettyyn virtaan riippuu niiden välisen raon koosta ja kasvaa sen pienentyessä.

Induktiokuumennusta käytetään terästuotteiden pintakarkaisuun, kuumentamiseen plastiseen muodonmuutokseen (taonta, meisto, puristus jne.), metallin sulatukseen, lämpökäsittelyyn (hehkutus, karkaisu, normalisointi, karkaisu), hitsaukseen, kerrostukseen, metallin juottamiseen.

Epäsuoraa induktiokuumennusta käytetään prosessilaitteiden (putkistot, säiliöt jne.), nestemäisten väliaineiden lämmittämiseen, pinnoitteiden, materiaalien (esim. puun) kuivaamiseen. Induktiolämmitysasennuksen tärkein parametri on taajuus. Jokaiselle prosessille (pintakarkaisu, kuumentamalla) on optimaalinen taajuusalue, joka tarjoaa parhaat tekniset ja taloudelliset indikaattorit. Induktiokuumennukseen käytetään taajuuksia 50 Hz - 5 MHz.
Induktiolämmityksen edut
1) Sähköenergian siirtäminen suoraan lämmitettyyn runkoon mahdollistaa johtavien materiaalien suoran kuumentamisen. Tässä tapauksessa lämmitysnopeus kasvaa verrattuna asennuksiin, joissa on epäsuora vaikutus, jossa tuotetta lämmitetään vain pinnasta.
2) Sähköenergian siirto suoraan lämmitettyyn runkoon ei vaadi kosketuslaitteita. Se on kätevä automatisoidun valmistustuotannon olosuhteissa, kun käytetään tyhjiö- ja suojavälineitä.
3) Pintailmiön vuoksi suurin teho vapautuu kuumennetun tuotteen pintakerroksessa. Siksi induktiolämmitys jäähdytyksen aikana saa aikaan tuotteen pintakerroksen nopean lämpenemisen. Tämä mahdollistaa kappaleen korkean pintakovuuden saavuttamisen suhteellisen viskoosisella väliaineella. Induktiopintojen karkaisu on nopeampaa ja taloudellisempaa kuin muut pintakarkaisumenetelmät.
4) Induktiolämmitys useimmissa tapauksissa parantaa tuottavuutta ja parantaa työoloja.
Induktiosulatusuuni
Induktiouunia tai -laitetta voidaan pitää muuntajana, jossa ensiökäämi (induktori) on kytketty vaihtovirtalähteeseen ja itse lämmitetty kappale toimii toisiokääminä.
Induktiosulatusuunien työprosessille on ominaista nestemäisen metallin sähködynaaminen ja lämpöliike kylvyssä tai upokkaassa, mikä edistää metallin saamista, jolla on sama koostumus ja jonka lämpötila on tasainen koko tilavuudessa, sekä vähän metallijätettä (useita kertoja vähemmän). hieman kuin kaariuuneissa).
Induktiosulatusuuneja käytetään valukappaleiden valmistukseen, mukaan lukien muotoiltuja, teräksestä, valuraudasta, ei-rautametalleista ja metalliseoksista.
Induktiosulatusuunit voidaan jakaa teollisiin taajuuskanavauuneihin ja teollisiin, keski- ja korkeataajuisiin upokasuuneihin.
Induktiokanavauuni on muuntaja, yleensä tehotaajuudella (50 Hz). Muuntajan toisiokäämi on sulametallikäämi. Metalli on suljettu rengasmaiseen tulenkestävään kanavaan.
Päämagneettivuo indusoi EMF:n kanavan metalliin, EMF luo virran, virta lämmittää metallia, joten induktiokanavauuni on samanlainen kuin oikosulkutilassa toimiva muuntaja.
Kanavauunien induktorit on valmistettu pitkittäisestä kupariputkesta, se on vesijäähdytteinen, tulisijan kanavaosa jäähdytetään tuulettimella tai keskitetyllä ilmajärjestelmällä.

Kanava-induktiouunit on suunniteltu jatkuvaan käyttöön harvoin siirtymillä metalliluokista toiseen. Kanava-induktiouuneja käytetään pääasiassa alumiinin ja sen seosten sekä kuparin ja joidenkin sen metalliseosten sulattamiseen. Muut uunisarjat ovat erikoistuneet sekoittimiin nestemäisen raudan, ei-rautametallien ja metalliseosten pitämiseen ja tulistukseen ennen valumuottien valua.
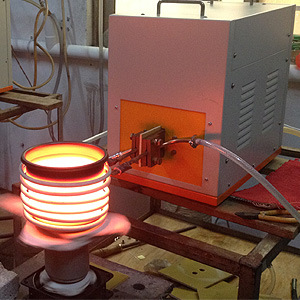
Induktioupokkaan uunin toiminta perustuu sähkömagneettisen energian absorptioon johtavalla varauksella. Kenno asetetaan sylinterimäisen kelan - induktorin - sisään. Sähköisestä näkökulmasta induktioupokasuuni on oikosuljettu ilmamuuntaja, jonka toisiokäämi on johtava varaus.
Induktioupokasuuneja käytetään pääasiassa painevalumetallien sulattamiseen panoskäytössä ja toimintatavasta riippumatta tiettyjen metalliseosten, kuten pronssien, sulattamiseen, jotka vaikuttavat haitallisesti kanavauunien vuoraukseen.