Kaavioissa sähkölaitteiden toiminnan syklogrammit
 Täydellisen tiedon saamiseksi metallinleikkauskoneiden ja -laitteistojen lohkojen ja yksittäisten laitteiden toimintaperiaatteesta kaavamaista piirikaaviota täydennetään usein syklogrammeilla.
Täydellisen tiedon saamiseksi metallinleikkauskoneiden ja -laitteistojen lohkojen ja yksittäisten laitteiden toimintaperiaatteesta kaavamaista piirikaaviota täydennetään usein syklogrammeilla.
Syklogrammi — syklinen kaavio, graafinen esitys syklisestä prosessista.
Sähkölaitteiden toiminnan syklogrammit (taktogrammit) on tarkoitettu selittämään ja määrittämään sähkömoottoreiden ja ohjauslaitteiden liittämisen järjestystä ja kestoa. Ne ovat välttämättömiä sähkömoottoreiden ja ohjauslaitteiden mekanismien sykleihin sisällyttämisen järjestyksen ja keston selvittämiseksi ja määrittämiseksi.
On tärkeää saada syklogrammit mekanismeille, joissa on automaattinen käyttöjakso ja suuri määrä ohjauslaitteita. Syklogrammit näyttävät pääsääntöisesti liikekytkimiä, painekytkimiä, sähkömagneetteja ja muita komento- ja toimeenpanolaitteita tai sähkömoottoreita.
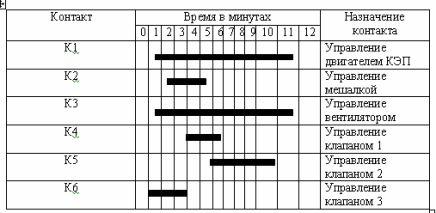
Riisi. 1. Esimerkki syklogrammista
Syklogrammien piirtämiseen on kaksi päätapaa - taulukko ja graafinen.Taulukkomenetelmää käytetään yleensä selittämään hydraulisten tai pneumaattis-sähköisten ohjauselementtien toimintaa.
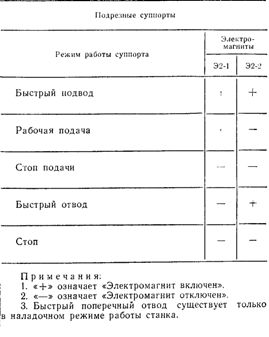
Kun kootaan syklogrammeja taulukkomenetelmän mukaisesti, on noudatettava seuraavia sopimuksia:
a) «+»-merkki tarkoittaa laitteen pakotettua tilaa.
Tämä tila vastaa painettua rajakytkimen tappia, solenoidin kelamäntää tai jännitteistä solenoidia.
Itsepalautuslaitteet ovat vain pakotetussa tilassa, kun niihin syötetään syöttötehoa (signaaleja);
b) merkkiä «-» käytetään osoittamaan laitteen vapaata tilaa, joka vastaa irrotettuja sähkömagneetteja, jännitteettömät ajokytkimet, hydraulisten tai pneumaattisten jousien mäntiä;
c) tapauksissa, joissa ohjauselementeillä on enemmän kuin kaksi vakaata tilaa, syklogrammia täydennetään kirjainsymboleilla: H - rullan ala-asento, B - ylempi; L - vasen; P - oikea; C - keskimääräinen jne.
Kuvassa Kuva 2 näyttää kuinka syklogrammi on taulukoitu sorvin dioille (kopiointi ja merkintä).
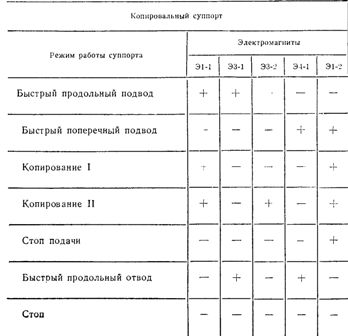
Riisi. 2. Hydraulisten sähkökäyttöjen toiminnan syklogrammi
Toisin kuin taulukkomuotoinen syklogrammien piirustusmenetelmä, graafinen menetelmä mahdollistaa paitsi vesi- ja pneumosähköisten ja komentolaitteiden kunnon määrittämisen, myös kaikenlaisten mekanismiin sisältyvien mekanismien kunnon ja toiminnan, sähkölaitteiden, jotka on suunniteltava . Tällaisten syklogrammien tulee olla visuaalisia, helposti piirrettyjä ja ymmärrettäviä luettavia, ja niiden tulisi myös täysin karakterisoida tuotantomekanismin kaikkien osien toiminta.
Suunnittelussa käytetään useimmiten syklogrammeja "matkalla", aikasykogrammeja ja mekanismien toimintajärjestyksen sekvenssikaavioita.
Syklogrammin tyypin valinta määräytyy suunnitellun kohteen syklin monimutkaisuuden mukaan.
Syklogrammit "matkalla" ovat yksinkertaisimpia, ne ottavat huomioon vain mekanismien eri toimintajaksojen tekniset siirtymät ja tarvittavien paikkojen sijoittamisen komento- ja toimeenpanolaitteiden nimityksille. Tämä syklogrammi antaa tarkan kuvan koneen suorituskyvystä.
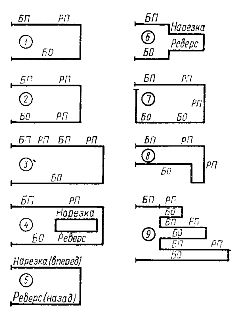
Riisi. 3. Yksinkertaisin kaavio työstökoneen järjestyksestä "tien päällä": BP — nopea lähestyminen: RP — työstösyöttö, BO — nopea sadonkorjuu, 1 — 9 — parven tekniset siirtymät.
Latauslaitteen ja kynän "matkan varrella" olevan työn syklogrammin avulla voidaan arvioida rinnakkaisten prosessien edistymistä ja komentolaitteiden tilaa, jotka varmistavat vastaavat kytkimet suorittavien mekanismien ja toimeenpanolaitteiden toiminnan käynnistymisen. latauslaite.
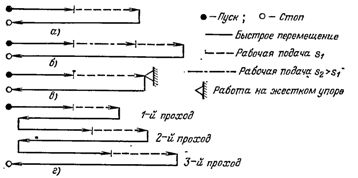
Riisi. 4. Kaaviot modulaaristen metallinleikkauskoneiden voimapäiden liikejaksoista.
Syklogrammien selitykset:
Syöttöpää leikkuutyökaluineen lähestyy ensin nopeasti työkappaletta, sitten liikenopeus laskee ja saadaan työstösyöttö. Käsittelyn päätyttyä pää palautetaan nopeasti alkuperäiseen asentoonsa (a). Koneistettaessa pultinreikiä yhdistelmätyökalulla ne porataan (tai kierretään) ensin normaalilla työsyötöllä s2, sitten suoritetaan automaattinen siirtyminen alempaan syöttöön, jossa suoritetaan upotus.Pään liikkeiden syklikaavio tässä tapauksessa on esitetty kuvassa. 4, b.
Työskentelyn lopussa porattujen reikien lähellä olevien päätypintojen vastapainoksi työkalua pyöritetään ilman syöttöä — työstä kovaa pysäytintä (kuva 4, c). Syöttöpää pysähtyy lepäämällä erityisen ruuvin päällä, joka on asennettu kiinteään kannattimeen. Hydraulijärjestelmän öljynpaine nousee ja painekytkimen asennon määrittämän viiveen jälkeen pää palaa alkuperäiseen asentoonsa.
Kun poraat syviä reikiä, vedä poranterä säännöllisesti pois työkappaleesta lastujen poistamiseksi ja sen jäähdyttämiseksi. Tätä tapausta vastaava tehopään liikejakso on esitetty kuvassa. 4, d. Porauksen lopussa pää työkaluineen palautetaan alkuperäiseen asentoonsa.
Monimutkaiset syklit, joissa on mukana suuri määrä sähkölaitteita tai koneita, on kuvattu aikasykogrammeina, jotka näyttävät teknologiset siirtymät sekunneissa (tai minuutteissa) ja tuotantomekanismin yksittäisten yksiköiden toiminnan.
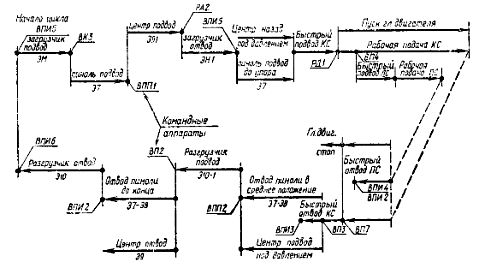
Riisi. 5. Syklogrammi työstä "matkalla" latauslaitteen koneen kynässä